Vi er så smått i gang med å bygge opp motoren igjen. Akslinger og styrestag i kobling og omstyring trengte utbedring. Her har vi valgt forskjellige løsninger, noe er laget nytt og noe er påkrympet foring.
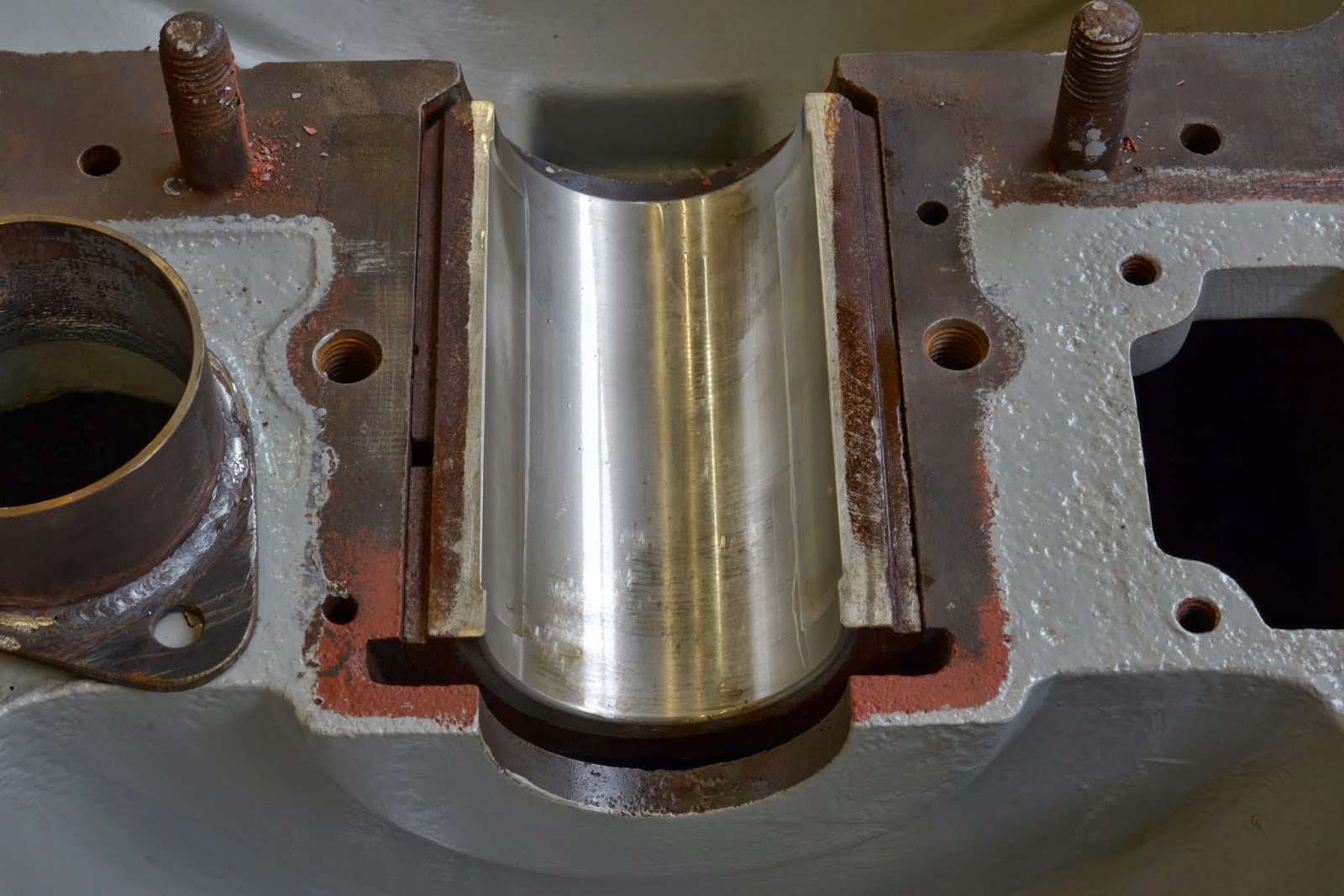
Rammelagrene er istøpt nytt kvitmetall, og dreid ut til riktige dimensjoner. Innskraping begynner vi ikke med før vi har montert sylinder, stempel og alt annet som kan påvirke innretninga av veivakslingen.
Noen små luftbobler i lagerstøypen er skrapt og slettet.
På akterenden av veivakslingen skal eksenter og koblingsklokke påmonteres. I enden av akslingen skal også et lager som sentrerer mellomakslingen og koblingshjertet i forhold til koblingsklokka, presses inn.
Dreieluftventilene på veivakslingen, en foran og en bak.
Smøreringen montereres i forkant på veiva, rundt dreieluftventilen på forrige bilde. Denne kan lett skades under demontering, dersom man ikke passer på å demontere smørepunktet i forkant av veivhuset først. Denne ringen fanger opp oljedråper fra smørepunktet, og ved hjelp av sentrifugalkraft når akslingen roterer presses oljen videre til krumtappen via hullet vi skimter i overkant av bildet. En kanal i krumtappen leder oljen videre til anleggsflaten mellom krumtapp og veivlager.
Dreieluftventilene presses ut mot veivhuset av fire fjærer inn mot veivaksling og skinker. Tappen i øverkant av bildet holder ventilen i riktig posisjon.
Koblingsklokka er påmontert veivakslingen. Den originale mutteren har fått ublid behandling gjennom årenes løp.
Gjengene på svinghjulsmutteren trengte litt oppfriskning. Vi ser også eksenteren innafor koblingsklokka.
Deler i koblinga/omstyringa bar preg av stor slitasje. Her dreier Stein ned akslingen med tannkransen som driver tannstanga til koblinga.
Når ujevnhetene på akslingen er dreiet bort, krympes hylsa på for å kompensere for slitasjen.
Tannstanga som akslingen på forrige bilde styrer, var såpass tært at vi valgte å lage ny.
Her er Stein godt i gang med fresinga av tannstanga. Fresemaskinen han bruker er overmoden for utskiftning.
Her prøves delene sammen, - det blir tight og fint.
Akslingen for omstyringa, som John Åge jobber med her, er også laget ny. Forøvrig ser vi at mellomaksling er montert, med koblingshjerte og det hele.
Mellomakslingen før montering. Opplagringspunktene fikk istøpt nytt kvitmetall hos oss i 2009. Selve akslingen ble også laget ny av Wàrtsila på samme tid ettersom Vikingen fikk brudd i den opprinnelige. Tappen vi ser i forkant, midt i koblingshjertet er monteringspunkt for sentreringslageret. Denne hadde også fått ublid behandling ved tidligere demontering.
Før montering skraper John Åge pakningsflater på sylinderen rene for malingsrester.
Svinghjul, sylinder og eksospotte er kommet på. Pakning mellom bunnramme, veivhus og sylinder er "Gascoid" 0,15 mm. Pakning mellom lydpotte og sylinder er enlags laminert "Klingersil" grafittpakning 1,5 mm.
Også svinghjulet har vært utsatt for ublid behandling opp gjennom årene. Her ligger det nok endel uforløst spenning i godset og lurer.
Eksospotta så ut til å ha boltehull for ulike flenser.
Etter å ha studert bilder av en mindre Wichmann med dreieluftventiler, laget vi nye luftinntak til motoren.
Slik ble de seende ut til slutt.
Kjølvannspumpa flies opp. Denne ser ut til å være i grei forfatning.
Lensepumpa er det værre med. Denne har mye grafittisering, og etter at bildet ble tatt pusset Stein hull i ventilkammeret.
"Vindkjelen" på lensepumpa er høyst tvilsom. Det spørs nok om den ikke ryr i stykker når vi begynner å arbeide med den.
Ventilhuset på lensepumpa kan muligens bygges opp med "Belzona 1111".
Pumpesylinderen på lensepumpa er også svært tært. Denne setter vi sannsynligvis foring i, dersom vi ikke kommer over ei annen pumpe som kan brukes.